
Distribution Transformers

Manufacturing Process
CORE :
The magnec core of the transformer is built up of cold rolled grain oriented silicon steel laminaons. Hi – B Grade & Laser scribed laminaon is used to reduce the No load losses and noise level of transformer. CRGO Laminaon are cut at an angle of 45 deg and core leg & core yoke laminaons are interleaved in mitre joints in order to facilitate the passage of maximum magnec flux within core construcon. This reduces No load losses, No load current & Noise level.
COIL WINDING :
The magnec core of the transformer is built up of cold rolled grain oriented silicon steel laminaons. Hi – B Grade & Laser scribed laminaon is used to reduce the No load losses and noise level of transformer. CRGO Laminaon are cut at an angle of 45 deg and core leg & core yoke laminaons are interleaved in mitre joints in order to facilitate the passage of maximum magnec flux within core construcon. This reduces No load losses, No load current & Noise level.
DRYING / HEATING :
A Transformer should contain no traces of humidity, otherwise, there will be danger of flash over within the windings. The acve part of transformer is completely dried before transformer is filled with oil under vacuum. The tank with acve part in it, is connected to an oil supply and placed inside a vacuum chamber. A vacuum is applied & when the required vacuum is reached, the oil is admitted into the tank. The rising oil drives out any remaining air & acve part is completely submerged.
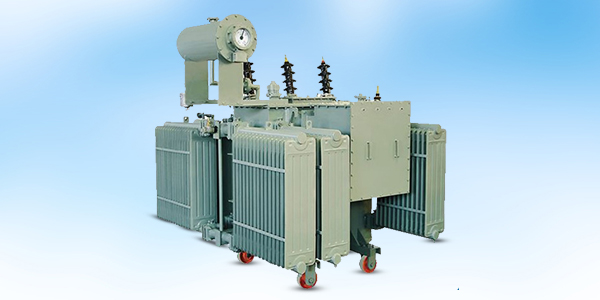
TANK & TANKING :
Tank fabricaon drawings are prepared in Auto Cad. The system determines the opmum size and the number and locaon of required tank supports. Occasionally the corners of the tank will be rounded o to further reduce the transformer weight without sacrificing quality and reliability.
The objective is to reduce the tank size and weight as much as possible, which facilitates easier handling, transportation and installation on site. All tanks are designed to withstand full vacuum as specified in CBIP Manual and are manufactured from high-quality steel sheets.All MS parts are grit blast cleaned to remove weld spaer, mill scale and oxides, providing an excellent surface for the adherence of the primer and paint. The inside of the tank is painted with a white color oil resistant paint to create good visibility during internal inspection.Tanks are tested for welding leaks through die penetration test ( Magna Flux ) there are the complete tank is tested for oil tightness via penetration and pressure test at the tank manufacturer place. Further, the complete assembled Transformer is again tested for 24 hrs leakage test aer complete tesng through a oil pressure head to ensure that no Seepage is possible in any case.
SURFACE TREATMENT & PAINTING :
We use sasfactory protecon against corrosion & rusng. All surfaces of steel parts are shot blasted cleaned to remove weld spaer, mill scale and oxides, in compliance with Swedish standard SIS 055900 to SA 2.5 quality prior to painng. This provides an excellent surface for the adherence of the primer Thereaer tanks and steel are painted with one primer and two final coats with minimum thickness of 160 microns.